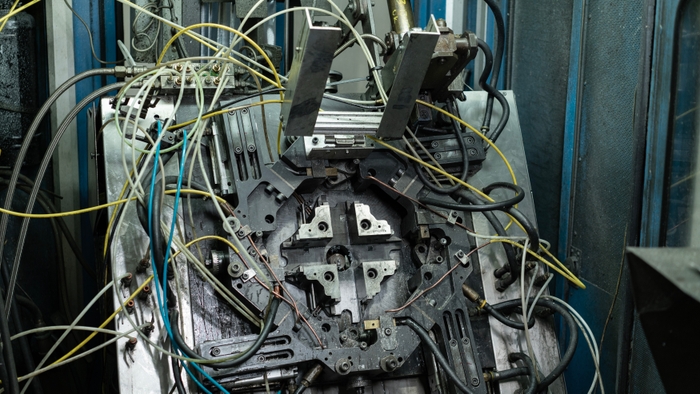
热室压铸是一种金属成型工艺,非常适合小而复杂零件的大批量生产。熔融金属保存在机器内的集成罐中,以便快速注射到模具中。
热室压铸使金属熔化在机器内,以更快地生产较小的零件,而冷室则使用单独的炉来处理高熔点合金和较大的部件。
Dynacast 提供专有的多滑块热室铝压铸。这种高速工艺的生产能力高达每分钟 10 个循环,同时确保零件之间的均匀性。
除了更快的循环时间外,热室工艺的其他优点还包括使用在加热或高压下不会腐蚀或溶解机器的合金,从而减少孔隙率和延长模具寿命。
热室的连续金属流有助于实现无缝自动化。
通过铝合金压铸实现的能源效率
将塑料转换为锌以提升速度和严格公差
从塑料转向金属以获得极致的部件强度
使用我们的位置查找器查看我们的全球设施 提供您所需的工艺和材料。
制造高熔点金属部件
高精度、复杂形状
通过注塑金属组件将多个组件组合成一个网状零件
我们的工程师在这里回答您的问题,并向您展示创新的压铸技术如何彻底改变您的下一个项目。